

注浆管声测管焊接视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:注浆管声测管焊接的图文介绍
、安徽合肥声测管指数2、安徽合肥本周上海螺纹声测管价格格情况本周申城建材价格震荡下行,截至5月9日,指数报在4330,较上周末下跌50;同期,沪上优质品三级螺纹钢代表规格报在4080元/吨,较上周末下跌60元/吨;而沪上优质盘螺代表规格报价4300元/吨,较上周末下跌30元/吨。市场反馈,小长假后,申城建材市场迎来短暂的“开门红”行情,现货价格小幅推高。然而好景不长,在成交无以为继以及中美贸易谈判再生变数,以及期螺下行的拖累下,周三以后,申城建材价格持续阴跌。从近期市场表现看,进入五月后,下游需求释放力度弱于四月,而供给端没有减少,市场心态逐渐改变,现货涨跌更多受到资本市场的左右。考虑到近期声测管厂家发货积极性较高,本地市场到货集中,库存压力逐步上升,短期内价格或将以震荡偏弱为主。3、安徽合肥当地全国市场方面根据监控的交易数据显示,本周全国地区声测管价格先张后跌,节后价格先小幅上行,周中起震荡回落,全周以收跌为主,目前,多数经销商对于后期走势持消极态度。北京市场:本周,北京市场现货价格涨后回落,累计较上周小幅回调20元/吨左右。现河北钢铁HPB300Ф8-10mm高线价格为4820-4840元/吨; HRB400EФ12-Ф14mm小螺纹4050-4060元/吨,HRB400EФ16mm螺纹4080元/吨左右,HRB400EФ18-25mm大螺纹3960-4060元/吨;HRB400Ф8-10mm盘螺报价4120-4170元/吨。


现在我国越来越多的地铁工程开始建设,为了保证工程质量,因此都要进行预埋声测管。地铁工程声测管正确预埋方法声测管预埋固定在钢筋笼的内侧,呈等边三角形方式布置(应该不少于3个点)。管头采用胶布密封,注意连接位置焊接严密,另外管壁厚度应满足要求,不得以次充好,否则会对将来的声波埋下隐患。超声波法检测桩基预埋声测管要求(1)当桩径不大于1500mm时,应埋设3根管;当桩径大于1500mm时,应埋设4根 管。(2)声测管宜采用金属管,其内径应比换能器外径大15mm,管的连接宜采用螺纹连接,且不漏水。(3)声测管应牢固焊接或绑在钢筋笼的内侧,且互相平行、安徽合肥附近定位正确,并埋设至桩底,管口宜高出顶面300mm以上.(4)声测管底应封闭,管口应加盖。(5)声测管的布置宜路线前进方向的等点为起始点,按顺时针旋转方向进行编号和分组。买2根编为一组



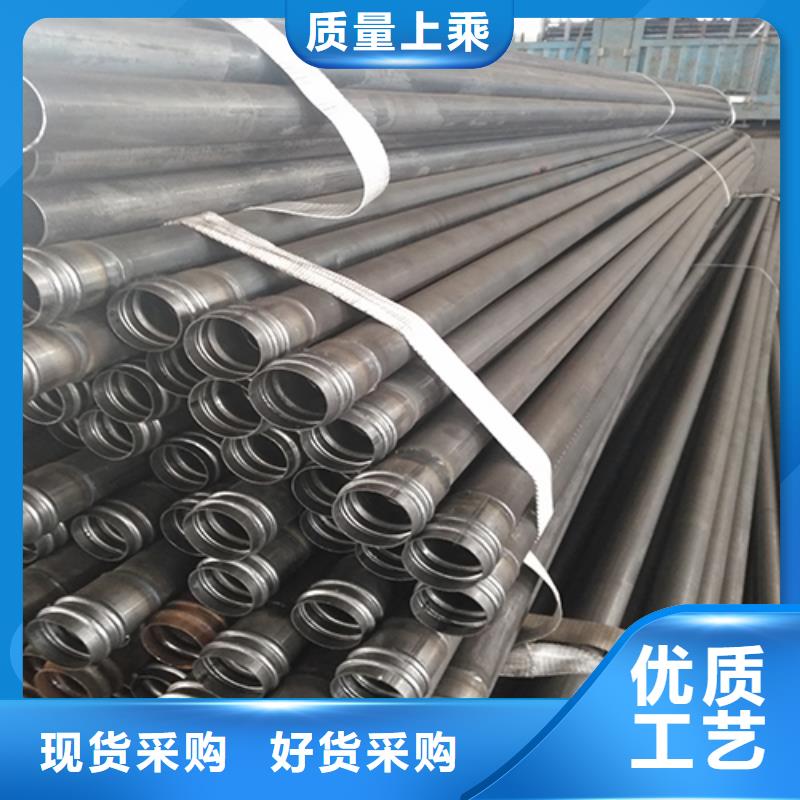
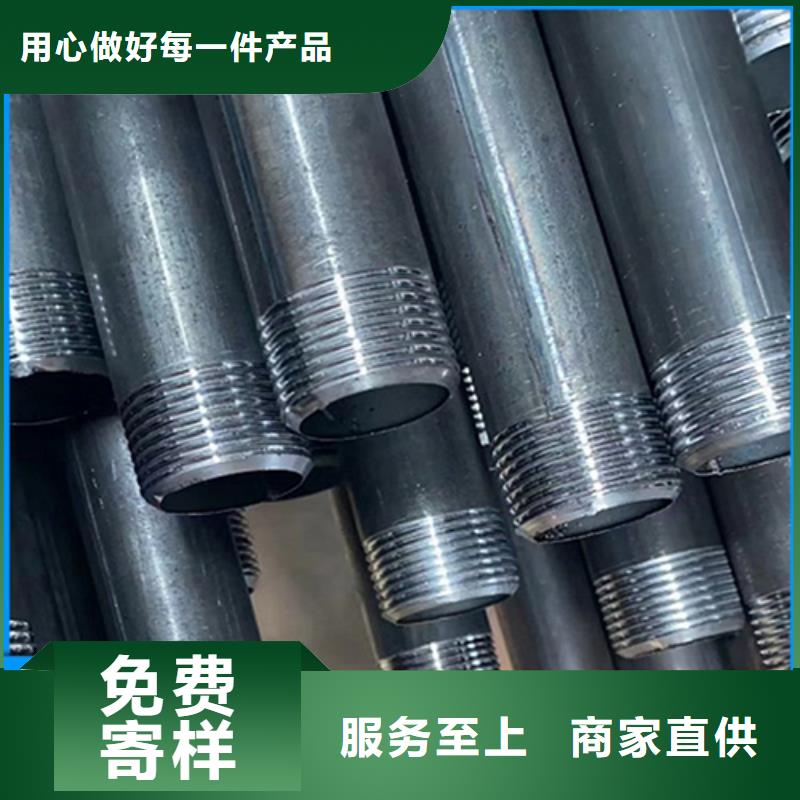
声测管连接方式有许多中,目前常见的主要有、安徽合肥当地和连接。如果从连接方便角度考虑的话肯定是和是为方便的,只要通过液压钳压紧就可以了,但是主要是针对薄壁声测管,主要是针对厚壁的,由于管子的两端提前都扯好扣型了,只要拧紧就可以了。声测管连接不如以上两种方便,但是成本却比以前两种稍微便宜一些,在连接的时候需要进行焊接。具体选用哪种连接方式一定要根据项目部的设计要求。声测管有几种连接方式?声测管连接方式有钳压式,螺旋式,套筒式:钳压式钳压式声测管用专用液压钳连接、安徽合肥当地不需工地以外的准备工作、安徽合肥当地不需任何设备、安徽合肥当地简便快捷(比传统的方法快5倍)、安徽合肥当地容易固定于钢筋笼架、安徽合肥当地不受恶劣天气的影响。第二:螺旋式螺旋式声测管,利用丝扣、安徽合肥当地螺旋接头然后使用管钳拧紧、安徽合肥当地完成成品螺旋式声测管。第二:套筒式套筒式声测管,利用大管套小管这种连接方式,更省时省力



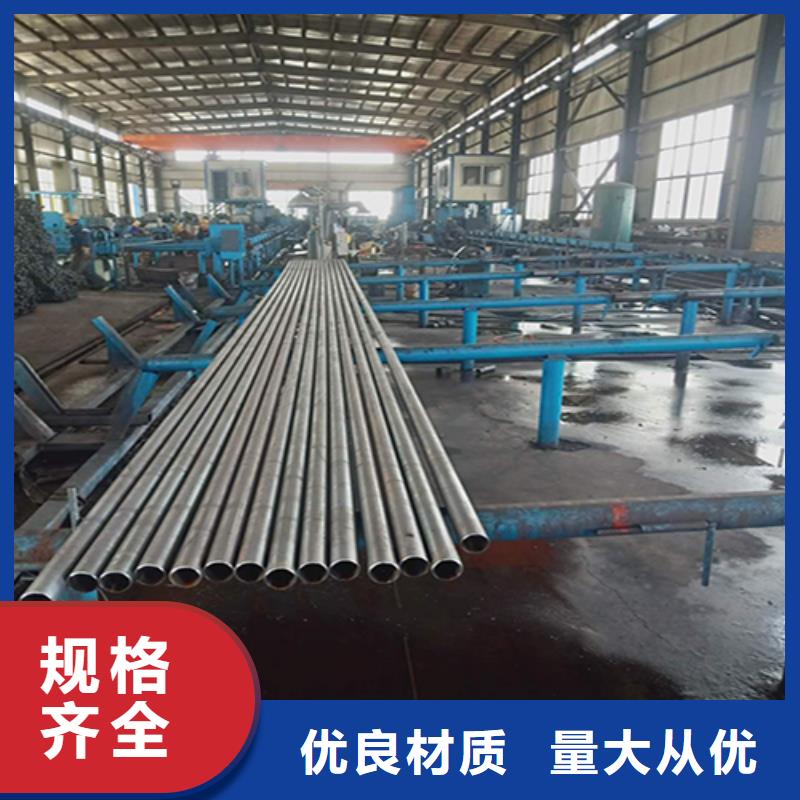
日升昌钢管声测管厂家建立了完善的 安徽合肥76注浆管生产研发系统,实现了 安徽合肥76注浆管从原材料进厂到销售出厂所有环节的科技化,表单化,数据化管理.制造出让客户满意的 安徽合肥76注浆管产品.



接触焊是以一对铜电极与被焊接的钢管两边部相接触,感应电流穿透性好,高频电流的两个效应因铜电极与钢板直接接触而得到**利用,所以接触焊的焊接效率较高而功率消耗较低,在高速低精度管材生产中得到广泛应用,在生产特别厚的钢管时一般也都需要采用接触焊。声测管机组焊接的两种方式:接触焊和感应焊。但是接触焊时有两个缺点:一是铜电极与钢板接触,磨损很快;二是由于钢板表面平整度和边缘直线度的影响,接触焊的电流稳定性较差,焊缝内外毛刺较高,在焊接高精度和薄壁管时一般不采用。感应焊是以一匝或多匝的感应圈套在被焊的钢管外,多匝的效果好于单匝,但是多匝感应圈制作安装较为困难。感应圈与钢管表面间距小时效率较高,但容易造成感应圈与管材之间的放电,一般要保持感应圈离钢管表面有5~8 mm的空隙为宜。采用感应焊时,由于感应圈不与钢板接触,所以不存在磨损,其感应电流较为稳定,保证了焊接时的稳定性,焊接时钢管的表面质量好,焊缝平整,在生产如API等高精度管子时,基本上都采用感应焊的形式。焊管机组调试及日常维护注意事项一般来说,焊管机组的制定一定要符合操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的和造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏



